تحقیق با عنوان جوشکاری زیر پودری یا SAW در قالب فایل ورد 18 صفحه ای قابل ویرایش برای دانشجویان رشته های صنایع فلزی، مکانیک، جوشکاری و سایر رشته های مرتبط گردآوری شده است. در ادامه بخش هایی از این مقاله به همراه فهرست مطالب آن را مشاهده خواهید کرد.
مقدمه
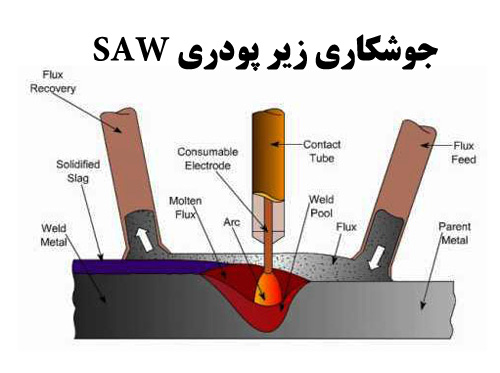
جوشکاری زیرپودری یا SAMW جوش زیر پودری یک فرایند جوش قوس الکتریکی است که در آن گرمای لازم برای جوشکاری توسط یک یا چند قوس بین یک فلز پوشش نشده، یک یا چند الکترود مصرفی و یک قطعه کار تامین می شود. در این روش نوک الکترود داخل پودری از مواد معدنی ویژه قرار می گیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل می شود.
در این روش قوس قابل مشاهده نیست. درسیستم زیرپودری از سیم بدون روکش استفاده می شود، طوری که سیم به طور متوالی از قرقره مخصوص رهامی گردد و ضمن تشکیل قوس نقش واسطه اتصال را نیز بر عهده دارد. قوس توسط لایه ای از فلاکس پودری قابل ذوب شدن که فلز جوش مذاب و فلز پایه نزدیک اتصال را پوشانده، و فلز جوش مذاب را از آلودگی های اتمسفر حفاظت می کند پوشیده می شود.
مزایا و محدودیت ها
روش های خودکار و نیمه خودکار جوش زیر پودری در مقایسه با سایر روش های جوشکاری مزایا و معایب زیر را دارند:
-
اتصالات را می توان با شیار کم عمق آماده نموده که باعث مصرف کمترفلز پرکننده می شود (در برخی کاربردها نیازی به شیار برای اتصالات بین ورق های با ضخامت کمتر از 4/1 نیست).
-
پوشش برای حفاظت اپراتور از قوس نیاز نیست، اگرچه حفاظت چشمان اپراتور بخاطر احتمال پرتاب جرقه جوش توصیه می شود.
-
جوش را می توان با سرعت حرکت و نرخ رسوب بالا و برروی سطح صاف یا استوانه ای یا لوله و از نظر تئوری با هر اندازه و ضخامتی انجام داد. این روش برای سخت کردن سطحی نیز مناسب است.
سیم الکترود جوش زیر پودری
سیم های الکترود جوش زیر پودری فولاد در اندازه های مختلف تولید می شوند. پوشش نازکی از مس برای بهبود هدایت الکتریکی و بالا بردن مقاومت در برابرخوردگی بر روی سیم ایجاد می شود. ترکیب شیمیائی سیم الکترود به ترکیب شیمیائی فلز جوش و خواص مکانیکی و انتخاب نوع خاص الکترود و ترکیب آن به جنس فلز قطعه و نوع فلاکس وابسته است.
برای رسیدن به نرخ رسوب بالاتر می توان از دو یا چند الکترود نازک تر بجای یک الکترود ضخیم تر استفاده کرد. کاهش قطر الکترود باعث افزایش چگالی جریان و فشار پلاسما جهت و افزیش عمق نفوذ و باریک شدن باند جوش می شود.
فهرست مطالب
-
مقدمه
-
اصول عملیات
-
مزایا و محدودیت ها
-
فلزات مناسب جوش زیر پودری
-
فلزات بسیار مناسب
-
فلزات اندکی مناسب
-
فلزات نامناسب
-
جنبه های متالورژیک
-
تغییرات ریز ساختار
-
پیش گرم و پس گرم کردن
-
منابع تغذیه
-
سیستم های تغذیه سیم جوش
-
سیم الکترود جوش زیر پودری
-
پودرهای جوش زیر پودری
-
پودرهای ترکیب شده
-
پودرهای چسبیده شده
-
پودرهای آگلومره
-
ترکیب پودرهای جوش
-
مقایسه پودر جوش زیر پودری با پوشش الکترود
-
نقطه ذوب و نرخ ذوب پودرهای جوش
-
تاثیر فلاکس بر ترکیب فلز جوش
-
گرانروی و هدایت سرباره ها
-
منابع عیوب در جوش زیر پودری
-
منبع